

Außenwirbeln
Im Folgenden wird das Wirbelverfahren am Beispiel der Herstellung eines Trapezgewindes erläutert:
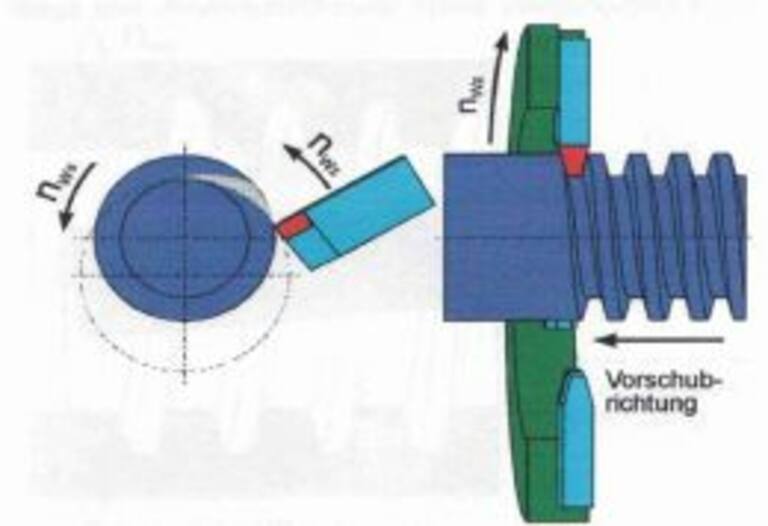
Der Unterschied zwischen dem Wirbeln und konventionellen Drehoperationen besteht in der Substitution des feststehenden Werkzeuges und des mit hoher Umfangsgeschwindigkeit rotierenden Werkstückes durch ein exzentrisch schnell rotierendes Werkzeug in Verbindung mit einem langsam rotierenden Werkstück.
Durch einen Achsversatz der Rotationsachsen von Werkstück und den im Werkzeugträger fixierten Werkzeugen wird ein unterbrochener Schnittvorgang mit einer diskontinuierlichen Spanbildung erreicht.
Beide Achsen sind um den Steigungswinkel geneigt, so dass im Berührungspunkt die Tangente des Werkzeugflugkreises mit der Schraubenlinie identisch ist. Die zur Gewindeherstellung nötige Translationsbewegung wird durch Verschiebung des Werkstückes oder Werkzeuges erreicht.
Die eigentliche Zustellbewegung zur Spanabnahme ergibt sich aus der Differenz zwischen Werkzeug- und Werkstückdrehzahl. Unterschiedliche Drehrichtungen von Werkzeug und Werkstück, also Zerspanung im Gleich- oder Gegenlauf, sind möglich.
Die Werkzeugschneide dringt auf einer Kreisbahn in das Werkstück ein und trennt einen Span heraus. Bis zur neuen Spanabnahme dreht sich das Werkstück um ein aus dem Verhältnis von Werkzeug- und Werkstückdrehzahl bestimmten Drehwinkel weiter.
Aus der Spanbildung ergibt sich demnach ein Formfehler in Form von Schnitthöckern. Diese Geometrieänderung ist im allgemeinen nicht als negativ anzusehen, da das Maximum der Schnitthöcker im Profilgrund liegt und mit dem Sinus der Profilflanken abnimmt. Die erzeugte Oberflächenkontur lässt sich als Polygonzug mit konvexen Verbindungslinien darstellen. Die Gestaltabweichung vom Sollkreis des Werkstücks ist eine Funktion von Drehfrequenz und Durchmesser von Werkzeug und Werkstück sowie der Anzahl der Werkzeugschneiden.