

Innenwirbeln
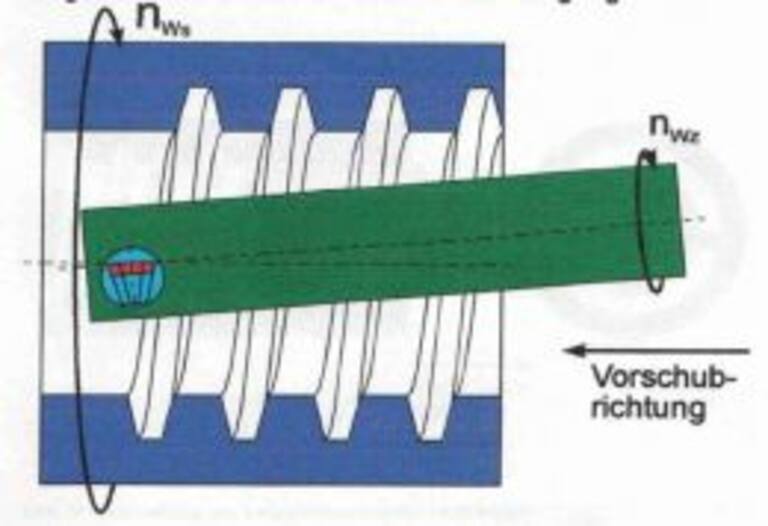
Das Innenwirbeln unterscheidet sich in Bezug auf die Vorgänge bei der Spanbildung nicht vom Außenwirbeln. Im Aufbau der Aggregate und Maschinen zur Bearbeitung von Innenkonturen sind jedoch wesentliche Unterschiede der Realisierung der Werkzeugneigung in die Werkstücksteigung vorhanden. Hierzu wurden im Haus Burgsmüller in Abhängigkeit von Werkstücklänge und -Innendurchmesser sowie Steigungswinkel drei unterschiedliche Verfahren entwickelt, die im folgenden beschrieben werden:
Bei geringen Steigungswinkeln und kleinen Verhältnissen von Länge zu Innendurchmesser des Werkstückes ist es ausreichend das gesamte Aggregat um den Steigungswinkel zu schwenken. Aus der Abbildung werden weiterhin die Einsatzgrenzen dieses Verfahren deutlich: Bei größeren Bearbeitungslängen würde der Außendurchmesser der Antriebswelle (Wirbeldorn) den Anfang der Bohrung berühren.
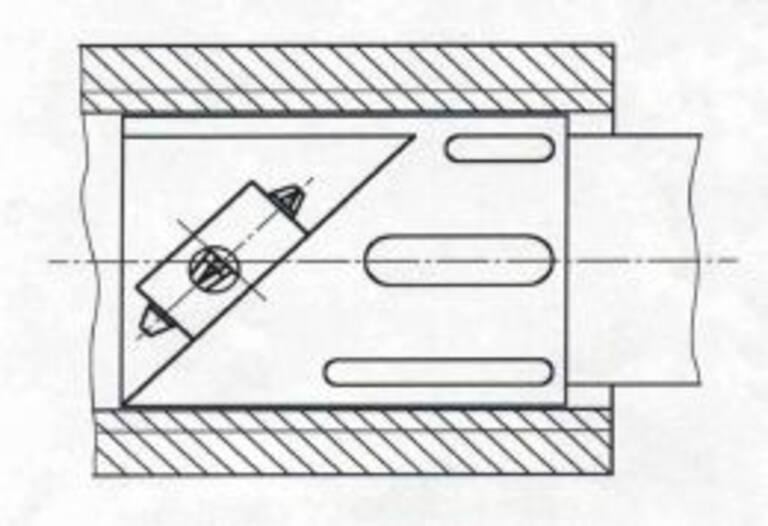
Eine Lösung dieses Problems ist in nebenstehender Abbildung beschrieben:
Das Wirbelwerkzeug ist bereits um den Steigungswinkel geneigt im dem Werkzeugkopf gelagert. Bei diesem Aufbau ist die maximal mögliche Bearbeitungslänge nur noch vom Führungsrohr des Werkzeugkopfes abhängig. Weiterhin wirkt sich die Abstützung des Werkzeugkopfes am Innendurchmesser des Werkstücks positiv aus, so dass sichere und reproduzierbare Schnittbedingungen erzielt werden.